 Italiano
Italianonumero Sfoglia:0 Autore:Mark Pubblica Time: 2025-12-16 Origine:motorizzato







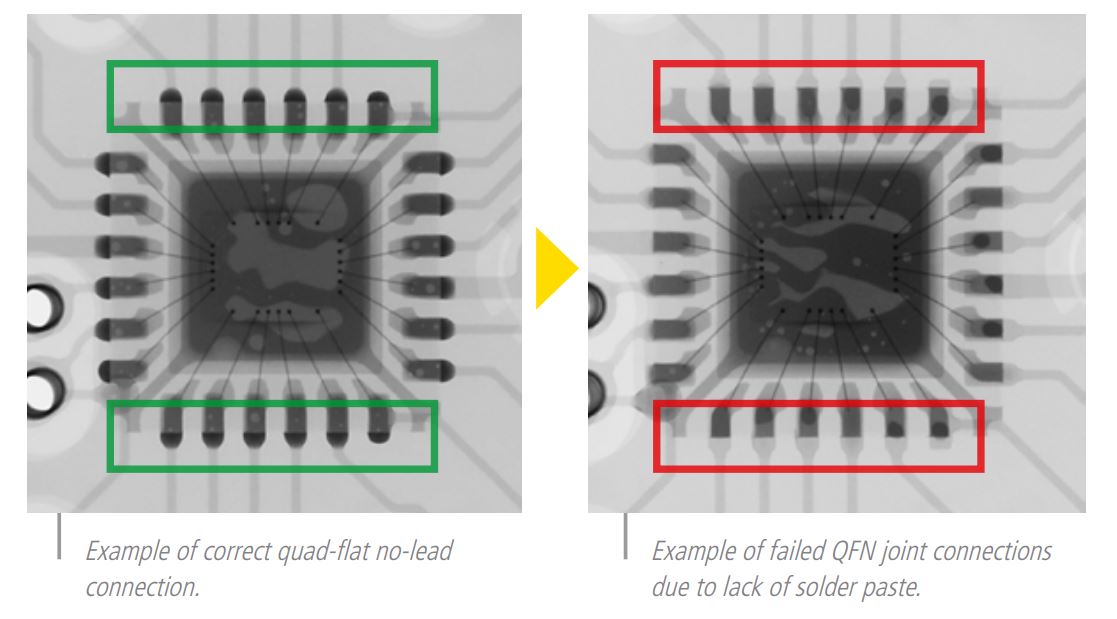
I moderni progetti PCBA incorporano sempre più componenti con terminazione inferiore come i pacchetti BGA, QFN e LGA, in cui i giunti di saldatura sono completamente nascosti sotto il corpo del dispositivo. Questi giunti nascosti rappresentano un rischio significativo per l'affidabilità perché i tradizionali metodi di ispezione ottica non possono penetrare nel pacchetto.
L'ispezione a raggi X per PCBA diventa essenziale in questi casi, poiché rivela strutture di saldatura interne che AOI semplicemente non può vedere. Senza la verifica a raggi X, le schede potrebbero superare i test finali ma fallire prematuramente sul campo a causa di vuoti, mancata bagnatura o ponti che non sono mai stati rilevati.
Questo cambiamento ha reso il solo AOI insufficiente per le applicazioni ad alta affidabilità, costringendo i produttori ad adottare strategie di ispezione a più livelli che combinano entrambe le tecnologie.

I sistemi AOI vengono generalmente posizionati immediatamente dopo la saldatura a riflusso in linee SMT ad alto volume. Utilizzano fotocamere ad alta risoluzione e sorgenti luminose ad angolazione multipla LED per catturare immagini dettagliate della superficie della tavola in pochi secondi.
Il software confronta quindi queste immagini con una scheda di riferimento dorata o con parametri programmati per contrassegnare i difetti visibili. I rilevamenti comuni includono il disallineamento dei componenti, la rimozione definitiva, la saldatura insufficiente o eccessiva sui giunti esposti e le parti mancanti. Poiché AOI funziona in linea alla velocità della linea, consente l'ispezione al 100% senza rallentare la produzione.
Ad esempio, sistemi come I.C.T-AI5146 possono elaborare schede a velocità superiori a 100 cm² al secondo mantenendo una risoluzione inferiore al micron sulle caratteristiche della superficie. Ciò rende AOI indispensabile per un feedback rapido e una rielaborazione immediata di problemi evidenti.
La transizione dai componenti con piombo ai pacchetti area-array ha iniziato ad accelerare intorno al 2010 e ora domina i progetti ad alta densità. I pacchetti BGA da soli rappresentano oltre il 60% dei dispositivi logici nell'elettronica di consumo e quasi il 90% nei moduli automobilistici.
In questi contenitori, tutti i collegamenti elettrici sono formati sotto il corpo del componente attraverso una serie di sfere o terre di saldatura. Una volta rifluite, queste giunzioni risultano completamente oscurate dalla confezione stessa, senza alcun raccordo esterno o menisco visibile.

I dispositivi QFN e LGA presentano sfide simili con grandi pad termici centrali che nascondono potenziali cortocircuiti o saldature insufficienti. Man mano che la densità dei pannelli aumenta e i passi dei componenti scendono al di sotto di 0,4 mm, la percentuale di giunti nascosti continua a crescere.
Questo cambiamento architetturale significa che una percentuale crescente di connessioni critiche sono invisibili a qualsiasi sistema ottico, indipendentemente dalla risoluzione o dall'angolo di illuminazione.
Molte fabbriche riportano rendimenti al primo passaggio AOI superiori al 99%, creando un falso senso di sicurezza tra gli ingegneri di processo. Il sistema segnala solo ciò che può vedere, in modo che i pannelli con un aspetto superficiale perfetto superino regolarmente l'ispezione.
Tuttavia, i difetti interni come i vuoti superiori al 25% o la separazione della testa dal cuscino non vengono rilevati. I dati sul campo dei fornitori automobilistici mostrano che fino al 40% dei resi senza difetti sono riconducibili a problemi di saldatura nascosti che AOI non hanno riscontrato alcun difetto.
I cicli termici, le vibrazioni e i cicli di alimentazione nell'uso reale alla fine espongono questi difetti latenti come aperture intermittenti o maggiore resistenza. Le velocità di passaggio elevate AOI riflettono quindi la qualità della superficie, non l'integrità del giunto.
Affidarsi esclusivamente a AOI per il rilascio finale è sempre più riconosciuto come inadeguato per le applicazioni in cui i guasti sul campo a livello di ppm sono inaccettabili.
Gli studi di settore condotti da IPC e iNEMI classificano costantemente i difetti di saldatura nascosti tra le tre principali cause di guasti sul campo nell'elettronica moderna. I vuoti nei giunti BGA riducono la dissipazione termica e creano concentratori di stress che danno origine a cricche sotto cicli di temperatura.
I difetti della testa nel cuscino, causati dalla deformazione del componente o della scheda durante il riflusso, producono interfacce meccanicamente deboli che si separano mesi dopo. Il ponte insufficiente sotto i pad termici QFN provoca cortocircuiti immediati o ritardati che AOI non vede mai.
Nei settori ad alta affidabilità come quello automobilistico ( AEC-Q100 ) e dei dispositivi medici, questi difetti invisibili dominano le richieste di garanzia. Il costo di un singolo guasto sul campo spesso supera le migliaia di dollari in termini di richiamo e danni alla reputazione.
Con l’aumento della complessità dei componenti, la percentuale di difetti strutturalmente nascosti continua ad aumentare, rendendo l’ispezione a raggi X supplementare una necessità pratica piuttosto che un lusso.

I sistemi AOI si basano sulla luce dello spettro visibile emessa da anelli LED programmabili con più angolazioni e colori. Le fotocamere catturano la luce riflessa per creare immagini 2D o pseudo-3D basate su luminosità, rapporti di colore e modelli di ombre.
L'illuminazione rossa/ciano aiuta a distinguere la saldatura dal rame, mentre l'illuminazione ad angolo basso rivela variazioni di altezza attraverso la lunghezza dell'ombra. Il 3D avanzato AOI aggiunge triangolazione laser o proiettori a sfasamento per misurare la topografia reale con precisione micrometrica.
Il software elabora queste immagini utilizzando il rilevamento dei bordi, la corrispondenza dei modelli e algoritmi di apprendimento automatico addestrati su migliaia di esempi buoni/cattivi. Ad esempio, l'I.C.T-AI5146 utilizza la proiezione in otto direzioni per eliminare gli angoli morti sulla maggior parte delle caratteristiche della superficie.
Questo approccio ottico offre velocità e risoluzione eccezionali per tutto ciò che è esposto alla luce.
Per definizione, AOI può analizzare solo le caratteristiche che riflettono la luce verso il sensore della fotocamera. Qualsiasi giunto o struttura bloccata da una barriera opaca rimane invisibile indipendentemente dalla sofisticazione dell'illuminazione. I componenti con terminazione inferiore creano barriere fisiche che impediscono alla luce di raggiungere l'effettiva interfaccia di saldatura.
Anche il 3D avanzato AOI misura solo la silhouette superiore e i raccordi laterali quando presenti, deducendo la qualità interna dalla forma esterna. Non può confermare se la saldatura ha bagnato adeguatamente il pad nascosto o se esistono vuoti all'interno del volume del giunto.
La limitazione fondamentale è la fisica: le lunghezze d'onda della luce visibile (400-700 nm) non possono penetrare nei contenitori di metallo o silicio. Pertanto, AOI fornisce un'eccellente copertura per i tradizionali giunti ad ala di gabbiano o a foro passante, ma zero visibilità diretta nelle connessioni area-array.
I fotoni luminosi vengono assorbiti o dispersi immediatamente dopo il contatto con materiali densi come stampi di saldatura o silicio. Ciò blocca qualsiasi vista sotto i corpi BGA, i cuscinetti termici QFN o i piani interni PCB multistrato. Tramite cilindri, resistori interrati e connettori a pressione sono ugualmente inaccessibili.
Anche se l'illuminazione laterale crea ombre, queste non forniscono dati affidabili sulla bagnatura o sullo svuotamento interno. I produttori a volte tentano la visione angolata con gli specchi, ma l'altezza fisica della confezione ostacola ancora le aree critiche. Standard come IPC-A-610 affermano esplicitamente che l'ispezione ottica non può verificare i giunti di saldatura nascosti.
Il risultato è che intere categorie di difetti - vuoti, non bagnabilità, ponti sotto i componenti - sfuggono completamente al rilevamento, indipendentemente dal costo o dalla generazione del sistema AOI.
Le superfici di saldatura lucide creano riflessi speculari che possono mascherare raccordi insufficienti o apparire come saldatura in eccesso a seconda dell'angolazione. I componenti alti proiettano ombre che oscurano i giunti vicini, costringendo l'algoritmo a fare ipotesi sulla base di dati parziali.
I tamponi ossidati o contaminati alterano la risposta cromatica, provocando falsi scarti su giunti accettabili. Le marcature dei componenti o la serigrafia a volte imitano i ponti di saldatura nelle immagini monocromatiche. I pannelli deformati modificano gli angoli di illuminazione effettivi sul pannello, causando errori sistematici.
Anche i sistemi all'avanguardia come I.C.T-AI5146 richiedono un'attenta programmazione e frequenti aggiornamenti della Golden Board per ridurre al minimo i tassi di fuga e le false chiamate. Queste sfide ottiche intrinseche aggravano i punti ciechi fondamentali, rendendo AOI da solo inaffidabile per i moderni assemblaggi a giunti nascosti.

I sistemi a raggi X generano fotoni ad alta energia che attraversano i materiali a velocità inversamente proporzionali al numero atomico e alla densità. Il piombo e lo stagno nelle saldature assorbono fortemente e appaiono scuri, mentre i vuoti pieni d'aria non assorbono quasi nulla e appaiono luminosi.
Le tracce di rame mostrano livelli di grigio intermedi, consentendo una chiara differenziazione di strati e caratteristiche. Le moderne sorgenti a tubo chiuso funzionano a 80-160 kV con macchie focali piccole fino a 1 micron per immagini nitide.
I rilevatori a pannello piatto catturano i fotoni trasmessi in tempo reale, producendo immagini radiografiche che rivelano le strutture interne in modo non distruttivo. Sistemi come I.C.T-7100 e I.C.T-7900 combinano l'alta tensione con un ingrandimento geometrico fino a 2000x per un'analisi dettagliata dei vuoti.
Questo principio di contrasto basato sulla densità è fondamentalmente diverso dalla riflessione ottica, poiché consente la visibilità attraverso barriere opache.
Le sfere BGA ben formate appaiono come cerchi scuri uniformi con confini lisci e scala di grigi coerente. I vuoti si manifestano come punti o regioni bianche luminose all'interno della palla, spesso concentrati nelle interfacce. La testa nel cuscino mostra caratteristiche linee di separazione o forme a clessidra dove la palla e la pasta non si sono mai fuse.
Il bridging appare come connessioni scure inaspettate tra pad adiacenti sotto un QFN. Un volume di saldatura insufficiente provoca giunti sottili e deboli rispetto ai vicini. Caratteristiche del rame come vie e tracce si sovrappongono come reti di colore grigio più chiaro, rivelando crepe o delaminazioni.
La visualizzazione ad angolo obliquo su sistemi come I.C.T-7900 aggiunge contesto 3D, rendendo evidenti deformazioni o disallineamenti. Queste firme radiografiche distinte consentono agli operatori addestrati o agli algoritmi automatizzati di quantificare accuratamente la gravità del difetto.
A differenza della vista di sola superficie di AOI, la radiografia fornisce informazioni volumetriche sulla formazione dei giunti e sulla distribuzione del materiale. Misura direttamente la percentuale di vuoti, lo spessore della saldatura e l'area di bagnatura: indicatori critici di affidabilità definiti nell'IPC-7095 per BGA.
Le crepe interne, la non bagnabilità e i ponti diventano visibili senza sezioni trasversali distruttive. Le tavole multistrato rivelano difetti sepolti come crepe a botte o pantaloncini dello strato interno. La natura senza contatto e non distruttiva consente l'ispezione in più fasi del processo senza danneggiare i campioni.
Sistemi avanzati automatizzano il calcolo dei vuoti e generano report statistici per il controllo del processo. Anche se più lenta di AOI, questa intuizione strutturale previene i guasti latenti che i metodi ottici non riescono a cogliere del tutto.
AOI rimane ineguagliato per lo screening ad alta velocità e a basso costo di difetti visibili su intere schede. I raggi X eccellono nella verifica mirata dei giunti nascosti, ma non possono ispezionare economicamente ogni caratteristica della superficie alla velocità della linea. Le fabbriche leader implementano AOI per una copertura del 100% e raggi X selettivamente su componenti critici o schede campionate.
Ad esempio, abbinando I.C.T-AI5146 AOI con I.C.T-7100 /7900 X-ray si crea una difesa a più livelli: AOI rileva immediatamente i problemi evidenti, mentre X-ray conferma l'integrità interna dei pacchetti ad alto rischio.
Questo approccio complementare massimizza la resa riducendo al minimo i guasti sul campo. Standard come IPC-7095 e AEC-Q100 automobilistico richiedono sempre più entrambe le tecnologie per una garanzia di qualità completa.

I vuoti di saldatura si formano durante la rifusione quando il flusso intrappolato rilascia gas o l'umidità evapora, creando sacche vuote all'interno del giunto. Questi vuoti appaiono come punti luminosi nelle immagini a raggi X a causa della densità inferiore rispetto alla saldatura circostante. AOI vede solo la forma sferica esterna e non è in grado di rilevare i vuoti interni.
I vuoti più grandi del 25% dell'area del giunto riducono significativamente la conduttività termica e creano punti di stress meccanico. Nei dispositivi di potenza, uno svuotamento eccessivo porta a punti caldi e guasti prematuri sotto carico.
Gli standard automobilistici come AEC-Q100 spesso richiedono limiti di vuoto inferiori al 15% per i giunti critici. Sistemi come I.C.T-7900 misurano e segnalano automaticamente le percentuali di vuoto per la conformità.
Il testa a cuscino si verifica quando la sfera BGA e la pasta saldante si ossidano o si deformano separatamente durante il riflusso, formando una connessione meccanica ma non metallurgica. La superficie appare perfettamente saldata dall'alto, ingannando completamente AOI.
Internamente, una caratteristica fessura o linea di separazione è visibile ai raggi X poiché la pallina si trova sopra la pasta non fusa. Questa debole interfaccia si guasta in caso di vibrazioni o cicli termici, spesso dopo mesi di servizio.
L'HiP è diventato prevalente con i processi senza piombo a causa delle temperature più elevate e delle finestre di processo più ristrette. È uno dei difetti nascosti più insidiosi perché inizialmente le schede superano tutti i test elettrici. L'analisi della sezione trasversale conferma ciò che i raggi X rivelano in modo non distruttivo.
 Defects")
I giunti di saldatura a freddo si formano quando le temperature non sono sufficienti per una corretta bagnatura, risultando in strutture interne granulose o opache senza un legame intermetallico completo. Dalla superficie, il giunto appare normale con un raccordo lucido se presente, superando facilmente l'ispezione AOI.
La radiografia mostra modelli irregolari in scala di grigi e scarsa copertura del cuscinetto all'interno dell'articolazione. La non bagnatura lascia ampie aree del cuscinetto nudo visibili come regioni più luminose. Questi giunti hanno un'elevata resistenza elettrica e si rompono sotto sollecitazione minima.
Le cause più comuni includono cuscinetti contaminati, profili errati o pasta invecchiata. I guasti sul campo appaiono come aperture intermittenti molto tempo dopo la produzione.
La pasta saldante in eccesso sotto i pad termici QFN o LGA può rifluire in connessioni indesiderate tra pin o piani di terra. Il ponte è completamente nascosto sotto il corpo del pacchetto, invisibile a qualsiasi angolo ottico. AOI può contrassegnare i filetti del tallone ma non può confermare i pantaloncini interni.
I raggi X mostrano chiaramente percorsi di saldatura scuri che collegano elementi adiacenti. Questi ponti causano guasti funzionali immediati o cortocircuiti latenti sotto tensione. I controlli di processo come la progettazione dello stencil aiutano a prevenirli, ma la verifica richiede i raggi X. I sistemi ad alta risoluzione rilevano ponti piccoli fino a 50 micron.

Troppa pasta causa rischi temporanei; troppo poco si traduce in giunti deboli con scarsa resistenza meccanica. AOI deduce il volume dalla forma esterna e dalle misurazioni dell'altezza, spesso in modo impreciso per i giunti nascosti. I raggi X visualizzano direttamente la distribuzione e lo spessore effettivi della saldatura attraverso l'interfaccia.
Il volume insufficiente appare come regioni scure sottili o incomplete; l'eccesso mostra rigonfiamento o traboccamento. Entrambe le condizioni influenzano l'affidabilità in modo diverso: un volume basso aumenta la resistenza, un eccesso favorisce i vuoti.
Una quantificazione precisa aiuta a correlare i parametri del processo ai risultati. Il software radiografico avanzato misura automaticamente le percentuali del volume.
Il PCB multistrato può subire rotture a botte, delaminazione dello strato interno o vuoti nella placcatura durante la fabbricazione o lo stress da rifusione. Questi problemi sono sepolti tra strati e completamente invisibili otticamente. I raggi X penetrano per rivelare crepe come linee sottili o separazioni nelle caratteristiche del rame.
I vuoti della placcatura nei fori passanti appaiono luminosi contro le pareti di rame scuro. La delaminazione si presenta come spazi irregolari tra gli strati. Tali difetti portano a circuiti aperti sotto espansione termica. AOI non ha alcuna capacità qui; solo i raggi X o i test distruttivi possono rilevarli in modo affidabile.
AOI scansiona rapidamente l'intera superficie della scheda per confermare la presenza del componente utilizzando il riconoscimento del modello. Le parti mancanti appaiono come pad vuoti senza corrispondenza di riflessione. I componenti aggiuntivi attivano allarmi di rilevamento duplicati.
Il rilevamento avviene in tempo reale alla massima velocità della linea. Questo impedisce che intere tavole procedano con evidenti errori di assemblaggio. Sistemi come I.C.T-AI5146 raggiungono tassi di fuga prossimi allo zero per problemi di posizionamento.
I segni del catodo, gli indicatori del pin 1 e le caratteristiche di orientamento sono chiaramente visibili sulla parte superiore dei componenti. Le librerie AOI includono modelli di polarità per migliaia di parti. L'orientamento errato viene segnalato immediatamente durante l'ispezione.
Ciò è fondamentale per diodi, circuiti integrati e connettori in cui l'inversione causa guasti funzionali. Il contrasto ottico rende il rilevamento semplice e affidabile.

La fusione non uniforme della saldatura può sollevare verticalmente un'estremità dei componenti del chip (tombatura) o spostarli lateralmente. Questi drammatici errori di posizione alterano drasticamente la geometria della superficie.
AOI misura l'allineamento rispetto ai punti di riferimento del pad con precisione al micron. Ombre alte e terminazioni mancanti provocano scarti evidenti. Il rilevamento precoce consente una rilavorazione immediata prima della progressione del riflusso.
La stampa della legenda, i codici della data e la contaminazione della superficie influiscono sulla tracciabilità e sull'aspetto. AOI utilizza l'OCR per verificare i contrassegni e il contrasto per i difetti estetici. La serigrafia danneggiata o il materiale estraneo risaltano su sfondi puliti.
Questi problemi raramente influiscono sulla funzionalità ma influiscono sulla percezione della qualità. Le telecamere ad alta risoluzione catturano dettagli fini invisibili agli ispettori umani.
AOI fornisce una copertura conveniente al 100% per la stragrande maggioranza dei difetti visibili a velocità di produzione. Funge da prima linea di difesa, individuando i problemi che sprecherebbero le risorse a valle.
Senza AOI, l'ispezione manuale creerebbe notevoli strozzature alle linee. La registrazione dei dati consente il monitoraggio del processo in tempo reale e il miglioramento della resa. Anche con l'aggiunta dei raggi X, AOI gestisce la maggior parte del controllo qualità in modo efficiente.
Un caso comune riguarda l'ECU automobilistica che supera AOI a pieni voti ma fallisce dopo 6 mesi di ciclo termico a causa di BGA vuoti. Un altro esempio sono i moduli server che subiscono arresti anomali intermittenti riconducibili all'HiP nel processore BGA. I dispositivi di consumo ritornano senza problemi finché un'analisi distruttiva non rivela un collegamento sotto-QFN.
Queste schede vengono testate perfettamente in produzione poiché i difetti nascosti non influiscono sulle prestazioni elettriche iniziali. Solo lo stress operativo espone la debolezza nel tempo. Le fabbriche che fanno affidamento esclusivamente su AOI devono affrontare costi di garanzia crescenti a causa di tali problemi latenti.
Le schede con centinaia di BGA palline per processore concentrano in modo esponenziale i rischi nascosti delle articolazioni. I moduli di potenza che gestiscono correnti elevate subiscono effetti di vuoto amplificati sulla resistenza termica. Il percorso denso limita le vie di fuga per il flusso, aumentando la probabilità di vuoto.
I progetti automobilistici e aerospaziali combinano entrambi i fattori con rigorosi requisiti di affidabilità. Queste applicazioni registrano i tassi più elevati di unità AOI approvate ma bocciate sul campo. La valutazione del rischio dovrebbe dare loro la priorità per una verifica radiografica supplementare.
I difetti nascosti spesso rimangono dormienti finché lo stress cumulativo non si accumula. I disallineamenti di dilatazione termica aprono gradualmente le interfacce HiP. I vuoti concentrano il calore, accelerando l'elettromigrazione nel tempo. Le vibrazioni nei veicoli affaticano progressivamente le articolazioni interne deboli.
Il rodaggio iniziale e i test raramente replicano le condizioni a lungo termine. I guasti in genere emergono durante i periodi di garanzia, danneggiando la reputazione e comportando elevati costi di sostituzione. Questa manifestazione ritardata spiega perché molte fabbriche adottano i raggi X solo dopo aver riscontrato costi elevati.

I sistemi AOI acquisiscono i dati esclusivamente dalla superficie della scheda utilizzando la luce visibile riflessa, limitando la visibilità alle caratteristiche esterne e ai raccordi laterali. Questo approccio eccelle nella valutazione rapida dei giunti di saldatura esposti e del posizionamento dei componenti.
L'ispezione a raggi X penetra attraverso i componenti e più strati PCB utilizzando l'imaging basato sulla densità. Rivela strutture interne come sfere nascoste BGA, tramite barili e cuscinetti sotto i componenti.
La differenza fondamentale sta nella fisica: la luce si riflette sulle superfici mentre i raggi X si trasmettono attraverso i materiali con attenuazione variabile. Per gli assiemi moderni con giunti nascosti, AOI non fornisce alcuna informazione sulla profondità. La combinazione di entrambi offre una copertura completa dalla superficie al nucleo.
AOI rileva in modo affidabile componenti mancanti, errori di polarità, rimozione definitiva e ponti superficiali sull'intera scheda. Lotta con qualsiasi difetto nascosto dal corpo della confezione o dagli strati interni. I raggi X rivelano problemi di vuoti, testa nel cuscino, non bagnatura e riempimento insufficiente che AOI non rileva completamente.
Tuttavia, i raggi X sono meno efficaci per i problemi estetici della serigrafia o per la contaminazione superficiale a passo fine. Nessuna singola tecnologia copre in modo efficiente tutti i tipi di difetti.
Le fabbriche raggiungono la massima prevenzione delle fughe utilizzando AOI per uno screening ampio e raggi X per la verifica mirata dei giunti nascosti. Questa strategia a più livelli affronta l’intero spettro di potenziali fallimenti.
I sistemi AOI in linea come I.C.T-AI5146 elaborano le schede in pochi secondi, supportando un'ispezione completa al 100% a velocità di produzione superiori a 1 metro al minuto. I costi di capitale sono moderati, con un rapido ROI grazie alla riduzione dei controlli visivi manuali.
L'ispezione a raggi X richiede più tempo, in genere da 30 secondi a diversi minuti per scheda, a seconda della risoluzione e dell'area scansionata. I sistemi di fascia alta come I.C.T-7900 offrono un throughput più veloce ma non riescono ancora a eguagliare le velocità di AOI per una copertura completa.
I costi delle apparecchiature sono significativamente più alti a causa dei tubi a raggi X e dei rilevatori. Le spese operative comprendono la sostituzione dei tubi e le misure di radioprotezione. L'applicazione selettiva bilancia efficacemente questi compromessi.
AOI si integra perfettamente in linea con il post-reflow, fornendo un feedback immediato e impedendo l'avanzamento delle schede difettose. Questa funzionalità in tempo reale riduce al minimo i cicli di rilavorazione. I sistemi a raggi X vengono comunemente utilizzati offline per campionamenti o lotti critici a causa dei tempi di ciclo più lunghi.
Alcune configurazioni avanzate consentono la radiografia in linea per prodotti di alto valore. Gli approcci ibridi utilizzano AOI in linea per tutte le schede e instradano le unità contrassegnate o campionate alle stazioni radiologiche offline.
Sistemi come il I.C.T-7100 eccellono nella flessibilità offline con inclinazione programmabile per le viste oblique. La scelta della distribuzione dipende dal volume, dal livello di rischio e dai requisiti di throughput.
AOI è sufficiente da solo per semplici schede monofaccia con componenti a foro passante o con conduttori a vista. Aggiungi i raggi X quando incorpori pacchetti BGA, QFN o LGA. Settori ad alta affidabilità come quello automobilistico e medico impongono entrambe le tecnologie secondo gli standard.
L'elettronica di consumo con giunti nascosti densi beneficia dei raggi X selettivi per controllare i ritorni del campo. Le fasi di prototipazione e NPI utilizzano raggi X estesi per l'ottimizzazione del processo. La produzione in serie applica un campionamento basato sul rischio con raggi X sulle caratteristiche critiche. Il mix ottimale evolve con la complessità del prodotto e gli obiettivi di qualità.

Gli stabilimenti di alto livello distribuiscono AOI immediatamente dopo il riflusso per l'ispezione del cartone al 100% a piena velocità della linea. Ciò rileva errori di posizionamento, difetti di saldatura superficiale e problemi estetici prima che si aggravino. I dati provenienti da AOI alimentano il controllo statistico del processo per aggiustamenti in tempo reale.
Sistemi come I.C.T-AI5146 forniscono una registrazione e una tracciabilità complete dei dati di superficie. Questo ampio screening costituisce il fondamento della garanzia della qualità nella produzione in grandi volumi. Garantisce che solo le schede ovviamente buone procedano segnalando le esigenze immediate di rilavorazione.
I principali produttori applicano i raggi X in modo selettivo alle aree ad alto rischio come gli array BGA o i moduli di potenza. L'ispezione completa dei prodotti di punta combina AOI con raggi X mirati su confezioni complesse.
Ad esempio, l'abbinamento di I.C.T-AI5146 AOI con i sistemi a raggi X I.C.T-7100 o I.C.T-7900 consente una verifica approfondita senza intasare la linea. La misurazione automatizzata dei vuoti e la classificazione dei difetti semplificano l'analisi. Questo approccio mirato individua problemi nascosti che altrimenti sfuggirebbero sul campo.
Le fabbriche avanzate implementano la definizione delle priorità dei rischi in base al tipo di componente, alla gravità dell'applicazione e ai dati storici sugli errori. Le schede ad alta affidabilità ricevono raggi X al 100% sui giunti critici insieme al AOI completo.
I prodotti a rischio medio utilizzano un campionamento statistico con raggi X attivato da flag AOI o cambiamenti di lotto. Gli indici di capacità del processo guidano le frequenze di campionamento: i processi stabili richiedono meno verifiche. Questo approccio basato sui dati ottimizza la qualità controllando i costi.
Studi regolari di correlazione tra i risultati di AOI e i risultati delle radiografie perfezionano continuamente la strategia.
Una radiografia completa su ogni scheda ridurrebbe drasticamente la produttività e aumenterebbe inutilmente i costi per i progetti a basso rischio. Processi controllati con profili maturi producono giunti nascosti coerenti. Il campionamento e i dati sulla capacità forniscono confidenza statistica.
Gli standard consentono la verifica basata sul rischio anziché imporre il 100% per tutti i casi. I raggi X focalizzati sui punti deboli noti forniscono una protezione equivalente in modo più efficiente. Questa metodologia equilibrata caratterizza il successo delle principali fabbriche nel raggiungere un'affidabilità sul campo a livello di ppm.

Qualsiasi scheda che incorpora componenti con terminazione inferiore richiede raggi X per la verifica dei giunti nascosti. Questi pacchetti dominano i design moderni per densità e prestazioni.
Senza penetrazione, la qualità si basa esclusivamente sul controllo del processo, insufficiente per garantire l’affidabilità. IPC-7095 affronta specificamente i requisiti di ispezione BGA compresi i metodi radiografici. Anche un singolo BGA giustifica l'implementazione mirata dei raggi X.
Standard come AEC-Q100, ISO 13485 e IPC Classe 3 impongono la verifica dei giunti di saldatura nascosti. Questi settori tollerano guasti sul campo prossimi allo zero a causa di implicazioni sulla sicurezza.
Gli audit normativi cercano specificamente prove radiografiche sulle connessioni critiche. Il rischio di richiamo o di responsabilità supera di gran lunga i costi di ispezione. I principali fornitori implementano sia il AOI che i raggi X come pratica standard.
I moduli di potenza e i convertitori sono sottoposti a uno stress termico elevato che amplifica gli effetti del vuoto. Grandi pad termici su QFN nascondono potenziali punti caldi. Lo svuotamento influisce direttamente sulla gestione della corrente e sulla dissipazione del calore.
Le modalità di guasto includono il surriscaldamento e il degrado prematuro. La verifica a raggi X garantisce che le prestazioni termiche soddisfino le specifiche.
I principali OEM spesso specificano l'ispezione radiografica negli accordi con i fornitori per assemblaggi complessi. Standard come IPC-7095 e J-STD-001 delineano i criteri per i giunti nascosti.
La conformità contrattuale richiede risultati radiografici documentati. La tracciabilità richiede la correlazione dei dati di ispezione ai numeri di serie. Il rispetto di questi requisiti evita errori di qualificazione e perdite di affari.

I miglioramenti del processo hanno ridotto ma non eliminato i difetti nascosti nella moderna rifusione senza piombo. Gli studi mostrano tassi di vuoto in media del 10-20% anche nelle linee controllate. Gli eventi HiP aumentano con pacchi più grandi e deformazioni.
I dati sul campo collegano costantemente problemi nascosti a costi di garanzia significativi. L'equivoco deriva dal fare affidamento esclusivamente sui tassi di superamento di AOI. La sezione trasversale effettiva e il campionamento a raggi X rivelano la vera prevalenza.
I primi sistemi a raggi X erano effettivamente lenti, ma le apparecchiature moderne come il I.C.T-7900 raggiungono tempi di ciclo inferiori a 30 secondi con la movimentazione automatizzata. Le configurazioni in linea supportano la produzione ad alto mix.
L'applicazione selettiva su aree critiche mantiene la produttività complessiva. I calcoli del ROI mostrano che i risparmi derivanti dalla prevenzione superano l’impatto sul tempo di ciclo. Le principali fabbriche dimostrano quotidianamente la compatibilità dei volumi.
Il campionamento statistico fornisce fiducia per processi stabili ma non tiene conto delle variazioni specifiche del lotto. Eventi fuori controllo, come modifiche ai lotti incollati o deviazioni del profilo, influiscono su intere analisi. Gli standard di alta affidabilità richiedono sempre più una copertura più elevata.
Il campionamento comporta rischi che si accumulano in costose questioni sul campo. La verifica completa o basata sul rischio offre una protezione superiore.
I raggi X non hanno la velocità e la risoluzione necessarie per un rilevamento efficiente dei difetti superficiali su intere schede. Manca completamente la polarità, le parti mancanti e i problemi estetici. Il costo per pannello salirebbe alle stelle con una copertura radiografica completa.
Le tecnologie affrontano fondamentalmente diverse classi di difetti. La qualità ottimale richiede entrambi in ruoli complementari.
AOI eccelle nel verificare l'aspetto e il posizionamento della superficie con velocità e copertura senza pari. Tuttavia, l'affidabilità moderna del PCBA dipende sempre più dall'integrità del giunto di saldatura nascosto sotto i pacchetti.
I raggi X forniscono la visibilità strutturale cruciale che l’ottica non può fornire. come funziona l'ispezione a raggi X in PCBA rivela la vera formazione articolare attraverso l'imaging della densità. Difetti latenti come vuoti e HiP causano guasti ritardati sul campo nonostante risultati AOI perfetti.
Le fabbriche leader raggiungono una qualità a livello di ppm combinando strategicamente entrambe le tecnologie. La vera affidabilità richiede un'ispezione che va oltre ciò che l'occhio, o la fotocamera, può vedere.
Il 3D avanzato AOI migliora la misurazione dell'altezza ma non riesce ancora a penetrare i materiali opachi o a visualizzare sotto i componenti. Sfondo: AOI si basa sulla riflessione della luce e sulla triangolazione per la ricostruzione 3D. Principio: la luce non può passare attraverso imballaggi metallici o saldature. Applicazione: anche i sistemi di livello superiore mancano completamente di vuoti o HiP, come confermato da studi di validazione trasversali.
Pannelli SMT semplici con foro passante o con giunzioni visibili senza BGA/QFN. Background: i design legacy con componenti in piombo consentono una copertura visiva/AOI completa. Principio: rischio proporzionale al conteggio delle articolazioni nascoste. Applicazione: i gadget di consumo senza parti con terminazione inferiore spesso sono sufficienti con il solo AOI, mentre qualsiasi scheda ad alta affidabilità non può farlo.
Nessun impatto misurabile alle dosi di ispezione. Background: i raggi X industriali utilizzano fonti a bassa energia molto al di sotto delle soglie di danno. Principio: dose paragonabile alla radiazione di fondo nel corso degli anni. Applicazione: Ispezioni ripetute durante lo sviluppo del processo non mostrano alcun degrado nei test di durata accelerati.
In linea per linee critiche ad alto volume; offline per campionamento/flessibilità. Background: inline si integra nel flusso SMT. Principio: compromesso tra velocità e risoluzione. Applicazione: Automotive spesso in linea al 100% sulle tastiere; campionamento offline di elettronica generale.
6-18 mesi grazie alla riduzione dei guasti sul campo e delle rilavorazioni. Background: impedisce resi costosi. Principio: la cattura precoce dei difetti salva multipli a valle. Applicazione: i settori ad alta affidabilità recuperano rapidamente gli investimenti grazie all'assenza di richieste di garanzia.











































































